Continuous laser thickness measurement for a rubber belting manufacturer
A custom dual-laser station that measures every millimetre of moving rubber belt to 50μm precision, replacing manual spot-checks with continuous, tamper-proof quality data.
50μm
tolerance achieved on a moving belt
100%
continuous belt coverage
0
operator-adjustable readings
1. Executive Summary
A commercial rubber belting manufacturer faced critical quality control challenges stemming from manual thickness measurement processes that were time-consuming, inconsistent, and vulnerable to operator manipulation. With customer specifications requiring 50μm tolerances across a 5-30mm measurement range, the facility needed an automated solution capable of measuring moving belts in real-time without production interruption. Through extensive R&D, we developed a custom dual-laser measurement system using Omron ZX2-LD50 distance sensors in a fixed opposing configuration. The solution combined purpose-built hardware (including custom PCB design, industrial enclosures, and Power over Ethernet deployment) with sophisticated data architecture featuring MQTT cloud transmission, local TV displays, and ruggedized tablet interfaces. A dedicated aluminium profile testing rig validated the system's performance, demonstrating measurement accuracy that matched manual gauges while eliminating compression-induced errors. The deployed system now provides continuous, tamper-proof measurement data enabling both real-time defect detection and retrospective analysis for process optimization.
2. Client Background
Our client is a large commercial manufacturer specializing in rubber belting products. Their production process involves manufacturing rubber belts that must meet precise thickness specifications as defined by their customers' requirements. With typical tolerances of 50μm (0.05mm) across a measurement range of 5mm to 30mm, maintaining consistent thickness throughout production is critical to product quality and customer satisfaction.

Before our intervention, the facility relied on manual measurement using handheld gauges. Operators would periodically stop production to take spot measurements at specific, isolated points along the belt. This legacy approach had multiple critical shortcomings: it was time-consuming and disruptive to production flow, it only captured thickness at discrete measurement points (leaving gaps where defects could go undetected), and it introduced a quality control integrity issue where workers would sometimes adjust measurement readings to meet production targets, compromising data accuracy and potentially allowing out-of-specification products to reach customers.
The client sought improvement to achieve:
- Measurement integrity: Eliminate the possibility of manipulated readings through automated, unbiased measurement
- Improved yields: Increase the percentage of belts meeting customer specifications by catching deviations earlier in the production process
- Production efficiency: Enable continuous measurement without stopping production for manual inspection
- Customer compliance: Provide verifiable, tamper-proof data demonstrating adherence to tight 50μm tolerance specifications
3. The Challenge
The rubber belting manufacturer faced several critical challenges in ensuring product quality:
Thickness specification compliance: Customer specifications required extremely tight 50μm tolerances that were nearly impossible to verify consistently using manual handheld gauges. The subjective nature of manual measurement, combined with the potential for operators to adjust readings to meet production targets, meant the facility lacked confidence in their quality data.
Measurement accuracy requirements: Achieving 50μm precision across a 5-30mm measurement range demanded accuracy far exceeding manual measurement capabilities. The measurement system needed to be repeatable, objective, and immune to operator influence.
Incomplete coverage with manual sampling: The manual measurement approach only captured thickness at specific, isolated points along the belt. This spot-checking methodology meant that defects or thickness variations occurring between measurement points went undetected, creating gaps in quality assurance coverage.
Production line integration: The solution needed to measure moving belts continuously during production, eliminating the need to stop manufacturing for spot checks. This "in-motion" measurement requirement significantly increased technical complexity compared to static measurement scenarios.
Environmental constraints: The solution needed to function reliably in challenging conditions, including:
- High temperatures from the rubber manufacturing process
- Dust and particulates typical of industrial environments
- Vibration from production machinery
- Variable lighting conditions on the factory floor
- The textured, non-reflective surface of rubber material
- Temperature variations in the belt material itself during production
Technical measurement challenges: Developing a reliable method to measure moving rubber belts required solving several critical technical problems:
- Identifying sensing technology capable of 50μm precision on textured rubber surfaces
- Achieving accurate measurement on belts moving at production speeds
- Designing a mounting approach that avoided measurement errors from mechanical movement
- Accounting for the challenging material properties of rubber (texture, temperature, surface finish)
- Validating measurement accuracy before full deployment
4. Solution Overview
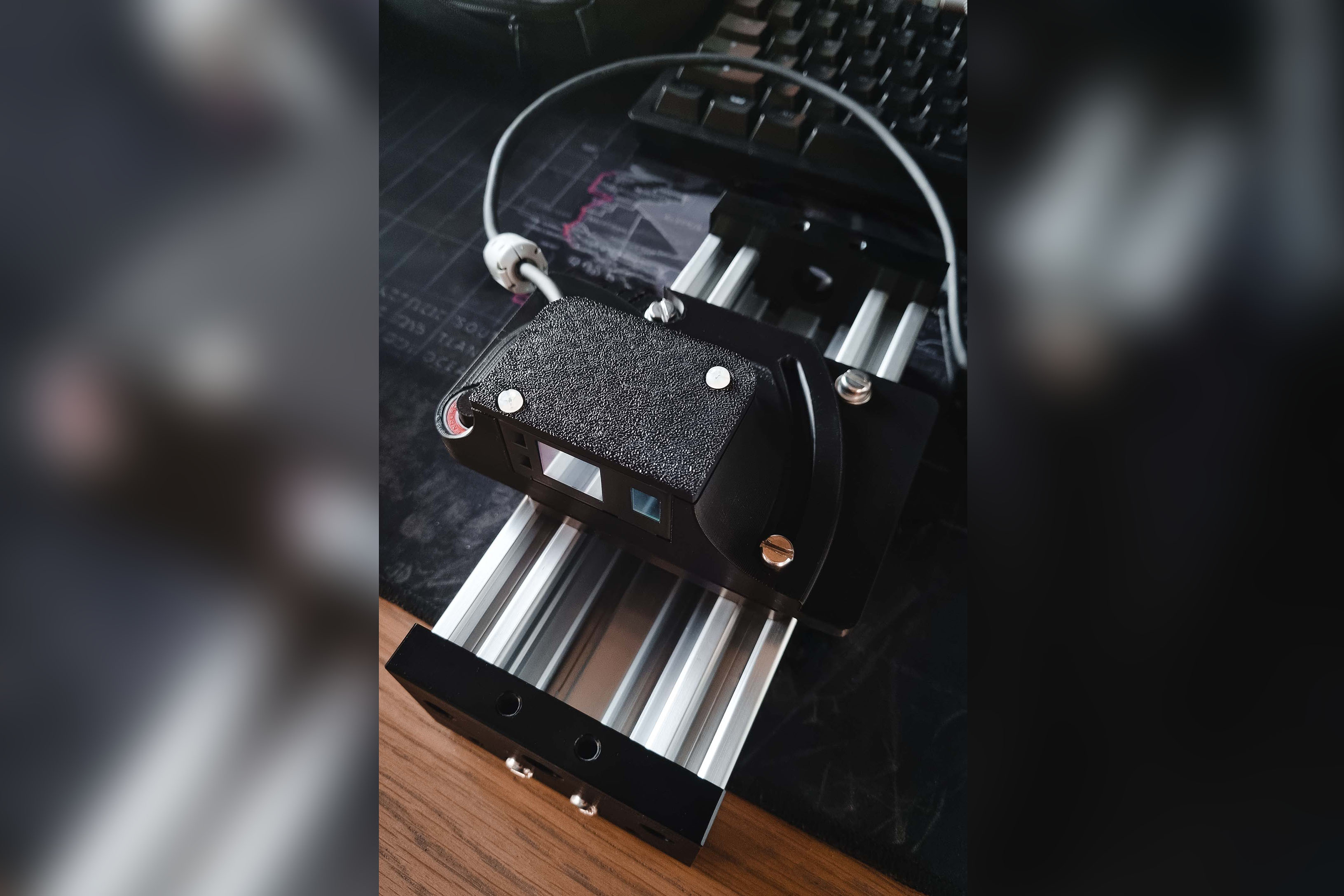
We developed a precision dual-laser measurement system that calculates rubber belt thickness by measuring distances from both sides of the material simultaneously.
High-level architecture: Rubber belt → Opposing Omron ZX2 distance lasers → Custom IoT device (ESP32 + ADC + PCB) → MQTT protocol → Dedicated MQTT server → Cloud-hosted dashboard → TV displays & ruggedized tablets
Our approach centred on four key pillars:
-
Dual-laser measurement methodology: Positioning two Omron ZX2-LD50 distance lasers in opposition to measure thickness from both sides simultaneously, enabling non-contact measurement on moving belts.
-
Custom hardware development: Purpose-built IoT device integrating high-precision ADC, ESP32 microcontroller, custom PCB design, industrial enclosures, and Power over Ethernet deployment.
-
Fixed mounting configuration: Rigidly mounting both lasers between rollers rather than on rollers, eliminating measurement errors from mechanical movement.
-
Purpose-built testing infrastructure: Smaller-scale aluminium profile testing rig for validation before full production deployment.
Key technologies used:
- Omron ZX2-LD50 distance laser sensors (40mm measurement range)
- Dual opposing laser configuration for thickness calculation
- Custom-designed adjustable mounting brackets for precise laser alignment
- 12-bit high-accuracy ADC for analogue signal processing
- ESP32 microcontroller for real-time data acquisition and processing
- Custom PCB design integrating laser sensors with IoT platform
- Power over Ethernet (PoE) for simplified deployment
- Industrial-grade enclosures designed for manufacturing environments
- Custom aluminium profile testing rig
- Precision-manufactured sensor housings for laser alignment
- MQTT protocol for real-time data transmission
- Local visualization on mounted TV screens
- Ruggedized tablet interfaces for operator access
- Cloud-based data logging and analytics platform
Why this approach was chosen:
Off-the-shelf thickness measurement solutions couldn't meet the unique requirements of measuring moving rubber belts to 50μm precision. The combination of challenging material properties (dark, textured, semi-flexible rubber), in-motion measurement requirements, and harsh environmental conditions demanded a custom-engineered solution. Our dual-laser approach with fixed mounting provided the accuracy and reliability needed while eliminating operator influence on measurement data.
5. Implementation
Steps taken during deployment:
1. Initial Assessment & Requirements Definition
We conducted comprehensive on-site analysis to understand the client's production process and quality requirements. This included documenting customer thickness specifications (50μm tolerance across 5-30mm range), evaluating the production line layout, observing belt movement speeds, and assessing environmental conditions including temperature, dust, vibration, and lighting. We also analysed the limitations of their existing handheld gauge approach and the data integrity issues it created.
2. Research & Development Phase
This project required significant R&D to solve unique technical challenges:
- Measurement technology selection: Given the demanding requirements (50μm precision on moving, textured rubber surfaces at elevated temperatures), laser distance sensing emerged as the only viable technology. Contact-based methods would interfere with production and couldn't handle moving belts. Ultrasonic approaches were ruled out due to surface texture variations and temperature effects on rubber. Machine vision was never considered as it fundamentally cannot measure thickness directly. Vision systems can only capture 2D surface information and lack the capability to determine the third dimension (thickness) without additional sensing technologies.
- Laser distance sensor selection: We selected the Omron ZX2-LD50 distance lasers specifically for their integrated thickness measurement capabilities, including a built-in calculation unit for dual-sensor configurations. The ZX2's seamless calibration for diffuse, dark, moving surfaces made it ideal for the challenging conditions presented by rubber belting. Critically, the ZX2's ability to strobe the lasers in an interleaved fashion allows both sensors to operate simultaneously without optical interference, ensuring accurate concurrent measurements. With a measurement range of up to 40mm (exceeding the client's 5-30mm requirement), fast sampling rates suitable for in-motion measurement, and proven reliability in industrial environments, the ZX2-LD50 was the ideal choice for this application.
- Mounting methodology research: A critical R&D focus involved determining optimal sensor positioning. We evaluated mounting configurations and discovered that placing a laser on a roller (with thickness calculated by subtracting the measured distance from the known roller diameter) introduced unacceptable errors due to roller micro-movements and oscillations. Instead, we developed a fixed mounting approach positioning both lasers rigidly between rollers, where thickness is calculated from the opposing distance measurements.
- Dual-laser calculation methodology: Leveraged the Omron ZX2's built-in calculation unit that automatically performs the thickness calculation by subtracting the sum of both distance readings from the known sensor separation. The ZX2's ability to strobe the lasers in an interleaved fashion ensures both sensors can measure simultaneously without optical interference between them.
- Sensor positioning and alignment: Engineered precise mounting requirements and alignment tolerances to ensure the opposing lasers measured the exact same point on the belt and maintained consistent measurement zones throughout belt movement.
- Custom PCB design and signal processing: Developed circuit boards integrating a 12-bit high-accuracy ADC to read the analogue outputs from the Omron ZX2 lasers with minimal signal degradation. The ADC feeds directly into the ESP32 microcontroller for data acquisition and transmission, with the ZX2's onboard calculation unit handling the thickness computation. The custom PCB also manages power distribution via PoE.
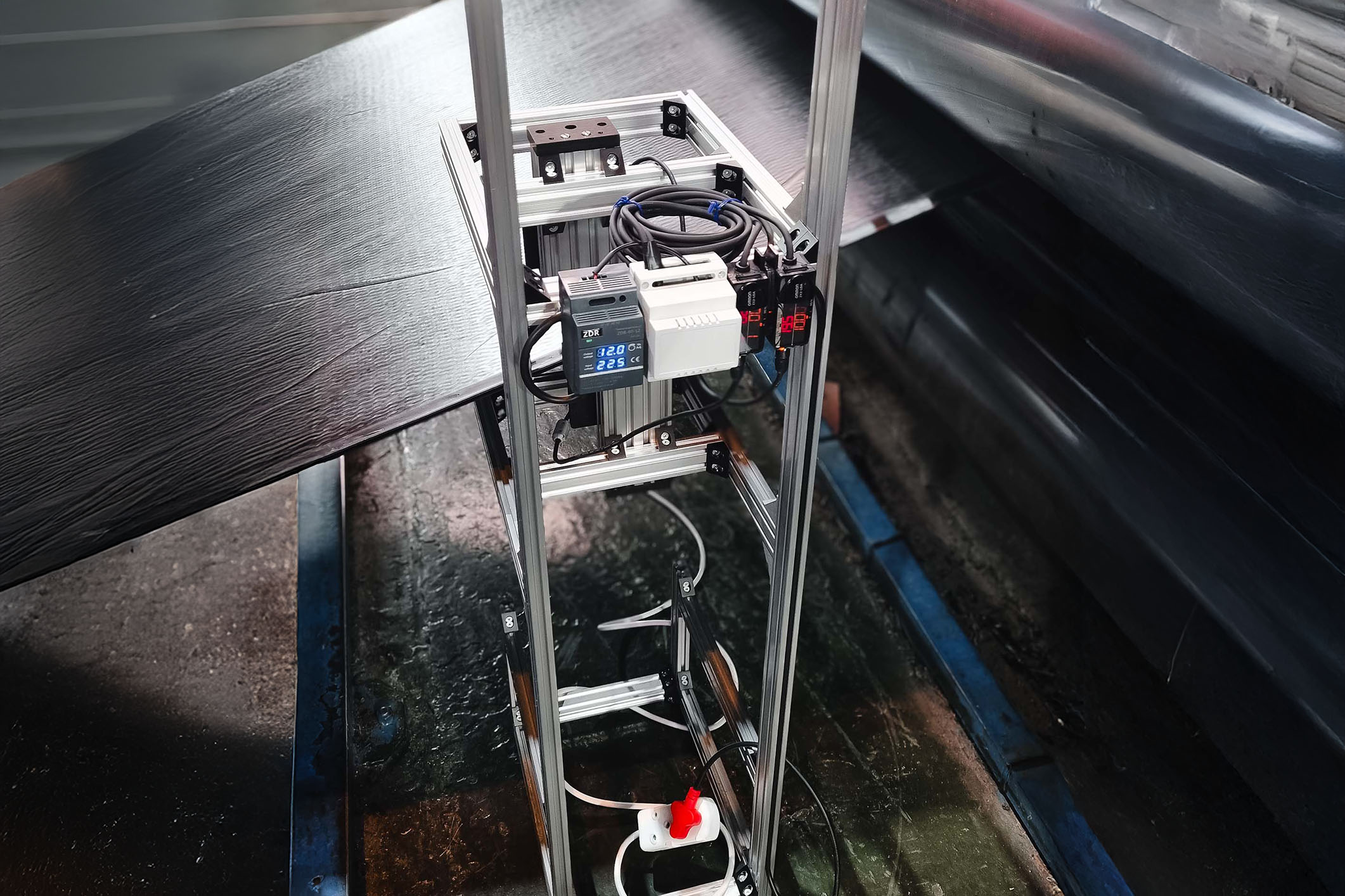
- Enclosure engineering: Designed industrial-grade housings to protect electronics from dust, temperature, and vibration while maintaining optical clarity and precise alignment for laser operation.
- Power over Ethernet integration: Implemented PoE to simplify installation and ensure reliable power delivery to sensors and processing hardware without additional power infrastructure.
3. Testing Rig Construction
To validate the measurement system before full production deployment, we built a dedicated testing infrastructure:
- Aluminium profile framework: Constructed a smaller-scale rig using aluminium extrusion profiles, using the same structural approach that would be used for the final production installation
- Custom sensor housings: Designed and manufactured precision housings to hold the Omron ZX2 lasers in exact opposition with repeatable alignment
- Preliminary testing capability: The compact testing rig enabled validation testing on sample portions of rubber belt material to verify measurement accuracy, repeatability, and sensor performance under controlled conditions before committing to the full-scale production installation
4. Data Processing & Communication Architecture
The system architecture was designed to provide both real-time monitoring and historical analysis capabilities:
- High-precision signal acquisition: The analogue outputs from both Omron ZX2-LD50 lasers are fed directly into a 12-bit high-accuracy ADC, ensuring maximum measurement resolution and minimal signal degradation
- Real-time processing: The ESP32 microcontroller continuously reads the ADC values and calculates thickness from the dual laser readings, processing measurements at high speed to keep pace with belt production
- MQTT data transmission: Measurement data streams via MQTT protocol directly to our dedicated MQTT server backend, ensuring reliable, low-latency data delivery without intermediary devices
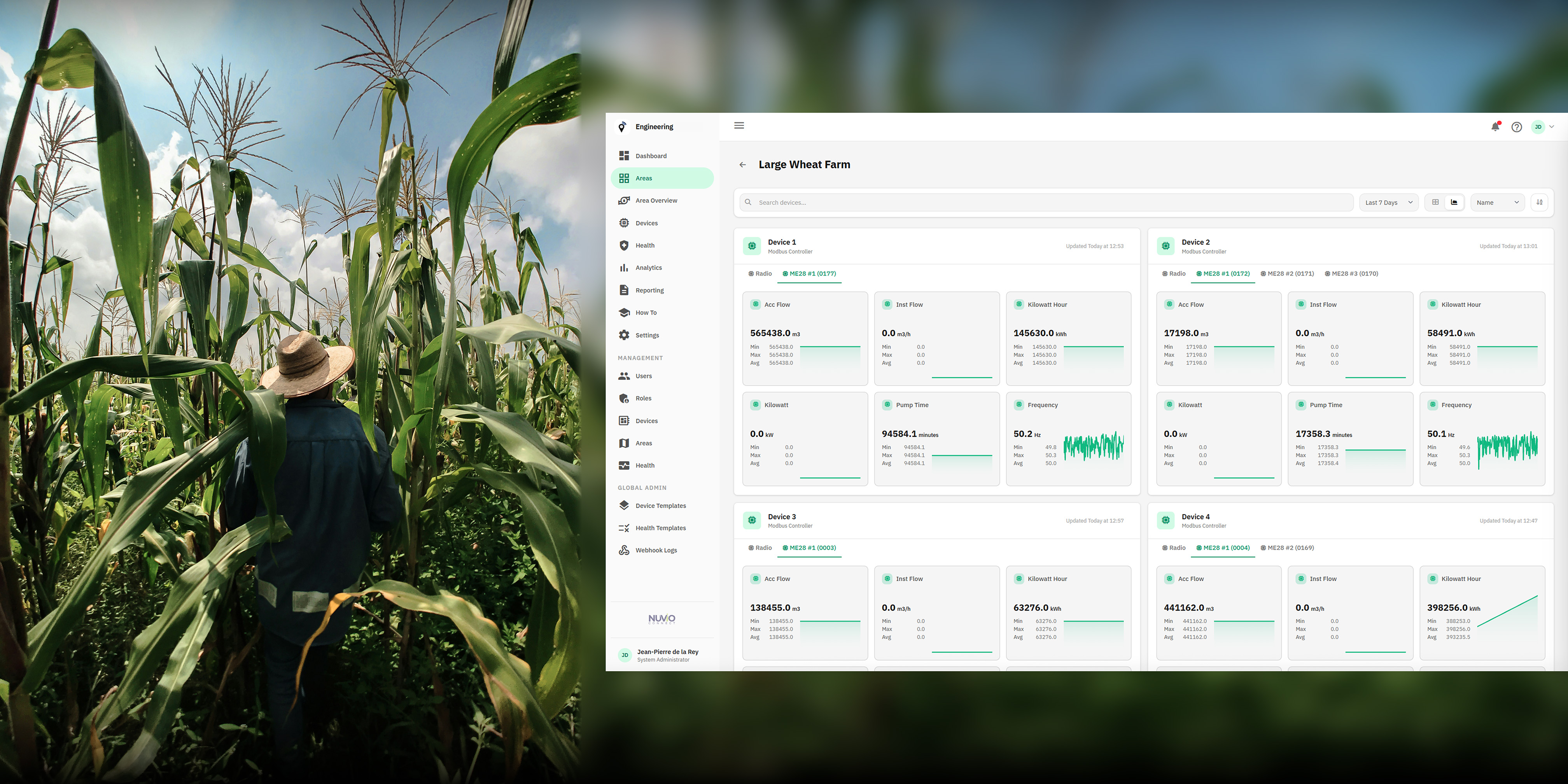
- Cloud-hosted dashboard: Our backend processes the MQTT messages and presents the data through a cloud-hosted dashboard accessible across the facility
- Local visualization: Mounted TV screens throughout the production floor display live thickness measurements from the cloud dashboard, allowing operators to monitor quality in real-time without interrupting their workflow
- Operator interfaces: Ruggedized tablets provide mobile access to the cloud dashboard, enabling supervisors to review current and historical measurement data from anywhere in the facility
- Data logging and analytics: All measurement data is logged to our cloud-based platform for retrospective analysis, trend visualization, and long-term quality tracking
5. Calibration, Validation, and Deployment
The testing rig served as the validation platform for the measurement system:
- Calibration: Leveraging the Omron ZX2-LD50's integrated thickness measurement capabilities and calibration features specifically designed for diffuse dark surfaces, we configured the sensors for optimal performance with the rubber belt material
- Validation testing: Comparative measurements between the automated laser system and manual handheld gauges demonstrated that the laser measurements perfectly corresponded with manual readings. In fact, the automated system proved more accurate and consistent than the manual approach
- Eliminating manual measurement error: The testing revealed a critical advantage: manual gauges were susceptible to operator-induced errors because the semi-flexible rubber belt could be compressed differently depending on how hard workers pressed the gauge. The non-contact laser measurement eliminated this variability entirely
- Performance verification: The testing rig confirmed the system could achieve the required 50μm precision on moving belt material under realistic production conditions
Obstacles encountered and how they were resolved:
- Laser alignment precision: Maintaining exact opposing alignment of the two lasers was critical for accurate thickness measurement. We designed custom brackets in-house that incorporated adjustable tilt angles for both lasers, allowing precise alignment during installation and the ability to fine-tune positioning as needed.
- Dark rubber surface concerns: Initial concerns arose about whether the laser sensors could reliably read the black rubber surface, which absorbs rather than reflects light. However, leveraging the Omron ZX2's calibration capabilities specifically designed for diffuse dark surfaces resolved this issue completely. The sensors performed excellently after proper calibration.
- High-precision analogue signal processing: To achieve the required 50μm accuracy, we needed exceptional precision in reading the laser outputs. We integrated a 12-bit high-accuracy ADC (Analog-to-Digital Converter) that feeds the analogue outputs from the lasers directly to the ESP32 microcontroller, ensuring minimal signal degradation and maximum measurement resolution.
6. Results & Impact
Quantifiable outcomes:
- Measurement accuracy achieved: Successfully achieved 50μm precision across the 5-30mm measurement range, meeting the demanding customer specification requirements
- Validation results: Laser measurements corresponded perfectly with manual gauge readings, while eliminating the compression-induced variability inherent in manual measurement of semi-flexible rubber
- Superior to manual methods: Automated measurements proved more accurate and repeatable than handheld gauges, which were susceptible to operator-induced pressure variations
- 100% continuous coverage: Replaced spot-checking at isolated points with continuous measurement of every millimetre of belt during production. This complete coverage eliminates the risk of defects occurring between manual measurement points going undetected
- Advanced analytics capabilities: Continuous measurement enables calculation of average belt thickness across entire production runs, statistical analysis of thickness distribution, and precise quantification of defect counts and locations
- Real-time defect detection: Operators can now identify and correct manufacturing defects immediately as they occur, rather than discovering issues after production runs are complete
- Objective, tamper-proof data: Completely eliminated the possibility of workers manipulating readings to meet targets, ensuring data integrity for customer compliance
Qualitative improvements:
- Dual-purpose analytics: The measurement data serves two critical functions. Real-time defect detection enables immediate corrective action during production, while retrospective analysis of thickness trends helps identify potential machine faults or operator misuse patterns over time
- Customer confidence: Verifiable, objective thickness data strengthens customer relationships and provides documented proof of specification compliance
- Production visibility: Live displays on mounted TV screens and ruggedized tablets give operators and supervisors instant visibility into quality metrics throughout the facility
- Data-driven manufacturing: Historical measurement data enables process optimization, predictive maintenance, and continuous improvement initiatives based on actual production performance rather than sporadic manual sampling

7. Conclusion
This precision thickness measurement implementation demonstrates our capability to develop custom sensing solutions for specialized manufacturing requirements. Through extensive R&D, we identified the optimal measurement methodology and engineered a complete system from sensor selection through hardware integration and validation.
The dual-laser approach, combined with our custom IoT hardware platform and purpose-built testing infrastructure, provided the rubber belting manufacturer with a reliable tool for ensuring product quality and customer specification compliance. The measurement station delivers continuous, tamper-proof thickness data that has transformed their quality assurance capabilities from subjective spot-checking to objective, comprehensive monitoring.
This project showcases our end-to-end engineering capabilities, from evaluating alternative technologies and developing measurement methodologies to designing custom electronics, manufacturing precision fixtures, and validating performance through rigorous testing. The successful deployment positions the client for future enhancements that build on this measurement foundation, including potential expansion to additional production lines and integration of complementary tracking technologies.
8. Future Opportunities
Potential expansions:
- RFID-based belt tracking integration: Leveraging our extensive experience with RFID asset tracking systems (as demonstrated in our bakery production tracking project), the logical next step is to integrate RFID tags into individual belts. This would enable linking thickness measurement data to specific belt identifiers throughout the production process, providing complete traceability from manufacturing through customer delivery
- Expansion to multiple measurement stations across different production lines or product specifications
- Real-time statistical process control with automated alerts when thickness deviates from specification tolerances
- Enhanced data logging and automated reporting for customer quality documentation
- Integration with manufacturing execution systems (MES) for complete production traceability
- Predictive analytics to identify patterns that precede quality issues or equipment degradation
The foundation established through this R&D effort provides a proven platform for scaling thickness measurement capabilities throughout the facility while integrating complementary tracking technologies for comprehensive production visibility.
Building something similar?
See another piece of work.
Fleet-scale water extraction monitoring on the Orange River
We engineered a sub-device mapping layer, hierarchical access control, and an expression-based rules engine to give a water consultancy unified visibility across 900+ flow meters on the Orange River — from flat Modbus register dumps to individually identifiable, health-scored entities.
900+
flow meters as distinct entities
7,200+
sensor channels ingested
0
manual device registrations
Read case study
Real-time bowl tracking for a commercial bakery
We replaced manual dough-bowl tracking with a custom RFID + PLC system across three production stations: 100% automated, zero logging errors, and live visibility into every bowl on the floor.
100%
automated bowl tracking
3
live scanning stations
0
manual logging errors
Read case study